




- 2226-06
-
央视、央广网聚焦!深奥图LNG燃料安保监控系统助力“北港运河 002”顺利完成试航
6月17日,由广西西江重工有限责任公司建造的首艘平陆运河5000吨级绿色智能示范船“北港运河 002” 顺利完成试航,获央视新闻、央广网、人民日报等多家权威媒体重点报道。作为该90米LNG集散两用示范船核心安全配套企业,深圳市奥图威尔科技有限公司(以下简称“深奥图”)自主研发制造全套LNG燃料安保监控系统,为船舶清
- 1726-06
-
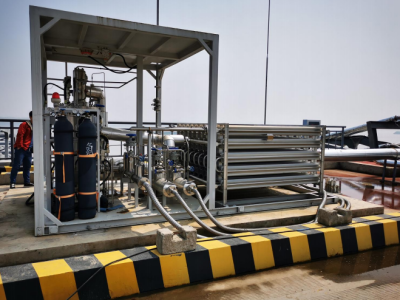
油气回收的核心技术与典型应用场景
当前主流的油气回收技术分为吸附法、吸收法、冷凝法、膜分离法四类,不同技术适配不同的应用场景,实际项目中多采用多种技术组合的方式实现最优回收效果。深耕石化环保装备领域二十余年的深奥图,始终将“制造当家”作为企业核心发展理念,持续加大先进制造能力建设投入,其研发生产的油
- 1526-06
-
五类主流油气回收组合工艺的核心原理与应用
随着《储油库大气污染物排放标准》(GB 20950—2020)、《挥发性有机物无组织排放控制标准》(GB 37822—2019)等政策的密集落地,油气回收已从可选环保措施变为行业强制合规要求,不同组合工艺的适配性直接决定了回收效率、运行成本与长期合规稳定性。当前行业内应用成熟度较高的五类组合工艺各有技术特性,实际选型需
- 1126-06
-
为什么油气回收越来越重要
油气回收,指在油品装卸、储存、运输和加注等环节,将挥发性有机物(VOCs)从逸散状态重新捕集、冷凝、吸附或压缩回收的过程。它看似是“末端治理”,实则是炼化、储运与加油站体系降本、减排、提质的关键一环。美国环保署(EPA)研究显示,汽油蒸气中的挥发性有机物是城市臭氧生成的重要前体物之一;而国际能源署(IEA
- 0826-06
-
油气回收装置冷凝温度影响回收效率吗
油气回收装置通过降温使烃类组分从气态转变为液态,实现有害气体的捕集与再利用。冷凝温度不仅决定了回收效率,还直接影响尾气指标和系统能耗。多数油气回收装置采用压缩机制冷方式,冷凝温度一般维持在 -70℃ 左右。在此温度下,烃类组分的饱和蒸气压大幅降低,使得主要组分得以冷凝分离,油气回收率可达约
- 0626-06
-
油气回收装置防爆能力的保障路径
油气回收是石化、化工、油品储运等领域降低挥发性有机物排放、防控安全风险的核心工艺,而防爆性能是油气回收装置安全稳定运行的首要前提。本文将从风险源识别、合规设计要求、验证运维及技术趋势四个维度,小编详细介绍油气回收装置防爆能力的保障路径。一、油气回收装置的典型爆炸风险源据《石油化工
- 0226-06
-
油气回收安装的核心环境适配要求
油气回收是加油站、储油库、化工仓储等重点行业挥发性有机物(VOCs)治理的核心设施,安装环境的适配性直接决定后续设备的运行效率、安全稳定性以及合规性。近年国内油气回收设施安装需求持续增长,根据中国环境保护产业协会2024年发布的《2023年VOCs治理行业发展报告》,2023年我国新增油气回收设施
- 0126-06
-
油气回收的定义及重要性
油气回收技术在环保和资源再利用方面扮演着至关重要的角色。随着全球对环境保护意识的增强和资源节约需求的增加,油气回收技术得到了广泛关注和应用。油气回收的定义及重要性油气回收是指在石油、天然气开采、运输、储存和使用过程中,对挥发性有机化合物(VOCs)进行收集和处理的工艺。这一过程不
- 2926-05
-
深化产业协作 共促高质量发展|枝江市化工产业协会携企业代表莅临深奥图考察交流
5月28日,枝江市化工产业协会常务副秘书长、市化工行业党委副书记熊光福,市委派驻化工产业协会党建指导员胡永春率队,携枝江市多家优质企业负责人及企业家代表一行莅临深圳市奥图威尔科技有限公司(以下简称“深奥图”)奥储生产基地考察交流。深奥图董事长程平、董事长助理向爱华等公司高层热情接待,双方围绕化工装备
- 2926-05
-
油气回收装置为何作为储运环节VOCs治理的核心装备
随着我国石化行业绿色转型进程加速,挥发性有机物(VOCs)污染治理成为大气污染防治的核心任务之一。据生态环境部2023年发布的《全国工业源挥发性有机物排放统计报告》数据,工业源VOCs排放总量中,石化行业占比达31.2%,其中储运环节排放占比超过42%,是石化领域VOCs治理的首要管控对象。油气回收装置作为储运环节VOCs



