




煤化工行业甲醇储罐区油气冷凝回收解决系统
该信息来自:http://www.szautoware.com 作者:深奥图 发表时间:2021-05-19 15:04:30 浏览量:445
[导读]:本文是由深奥图小编于2021-05-19 15:04:30发布的关于油气冷凝回收的资讯,其主要内容为:煤化工是指以煤为原料,经化学加工使煤转化为气体、液体和固体燃料以及化学品的过程。煤化工行业主要分布在产煤地区,传统煤化工涉及焦炭、电石、合成氨等领域,新型煤化工通常指煤制油、煤制甲醇、煤制二甲醚、煤制烯烃、煤制乙二醇等等。
一、煤化工行业甲醇储罐区冷凝回收解决系统要点
煤化工是指以煤为原料,经化学加工使煤转化为气体、液体和固体燃料以及化学品的过程。煤化工行业主要分布在产煤地区,传统煤化工涉及焦炭、电石、合成氨等领域,新型煤化工通常指煤制油、煤制甲醇、煤制二甲醚、煤制烯烃、煤制乙二醇等等。

现在我们主要分享煤制甲醇工段中,甲醇储罐的VOCs治理。主要包含两个部分:
1)储罐管线及除呼吸阀外的动静密封点,主要包含储罐附属静密封点和与储罐相连的泵的机械密封为代表的动密封点,这些点位需要建立LDAR体系,控制无组织的VOCs的过程排放。该部分工作量小,需要和煤制甲醇的其他工段如低甲洗,甲醇精馏等工段一起实施,一套装置密封点大致在几千点级别(具体情况具体分析)。
2)二大块为本文主讲内容,重点为如何将甲醇储罐的大小呼吸及与储罐连接的装车系统这两部分的VOCs管控起来。水洗+活性炭或等基础工艺是否可达标,且其一次性投资、运行成本相对如何需要企业慎重考虑后选择,另将储罐排出的甲醇尾气通入企业内部锅炉系统其安全性要慎重评估,对应设计院在出具图纸时更应多设备安全保证措施,并建议与当地安监局沟通确认。
二、甲醇储罐及装车基本情况
需要收集企业甲醇储罐的类型、流量等基础数据,内浮顶的甲醇储罐(其实大部分是内浮顶)需要面临罐顶改造,具体规范可参考《石油化工储运区VOCs治理项目油气联通工艺实施方案及安全措施指导意见》(需要全文的可浏览本站历史文章)出具的127号函里的技术要求,排放标准可参考GB31571或当地地标。此步骤确定好冷凝回收设备处理量及蒸汽平衡系统设计。
三、冷凝回收管路及蒸汽平衡系统设计图
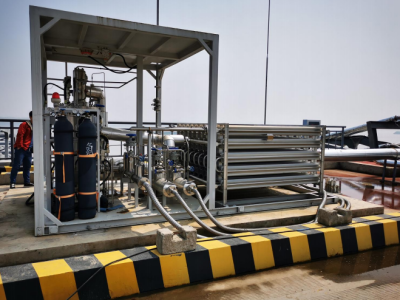
甲醇罐区 VOCs 治理主要针对油品储运罐区按相关规范或规定需要治理的储罐无组织排放的罐顶油气进行集中收集并治理。实施方法是在储罐罐顶安装密闭气相管路,将呼出排放的甲醇气汇集,输送到按照排放流量设计制造的甲醇气冷凝回收处理设备,回收处理排放的甲醇气,处理设备尾气达标排放,排放限值为甲醇气.
对于装车时油罐车排放的甲醇气,则按照127号函并参考国家标准《挥发性有机物无组织排放控制标准》(征求意见稿)对装车操作过程的VOCs排放,采用“蒸气平衡系统”的规定,“在装载设施与储罐之间设置的气相连通系统,该系统收集装载作业产生的蒸气返回至发料储罐或与发料储罐蒸气空间连通的其它储罐,实现与出料体积的平衡。”的方法。
四、甲醇冷凝温度计算确认
甲醇的相关物理化学性质整理如下:
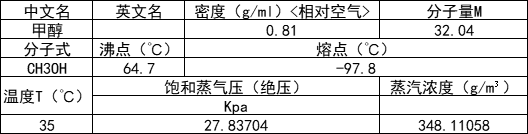
根据安托因方程,核算不同冷凝温度下的甲醇饱和蒸汽浓度,确定冷凝重点温度。
根据计算,温度可选-70℃至-80℃之间,推荐后者,此时饱和蒸汽浓度为35mg。
五、冷凝回收工艺流程图
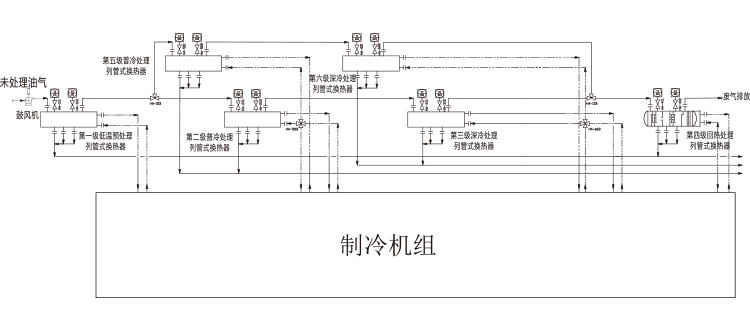
根据计算得出甲醇蒸气在不同温度条件下饱和蒸气压及浓度表,甲醇蒸气在-80℃时的残留浓度为35mg/m?。因此本项目冷凝单元设置为3℃、-35℃、-80℃三段冷凝温度,基本流程见下
五、甲醇储罐区油气冷凝系统控制系统流程描述
1)甲醇储罐进料时排放的甲醇气,经过接管呼吸阀呼出方向的管路,当管路上压力变送器感应到100Pa,自动开启密闭气相管路排气方向的阀门,储罐排放甲醇气输送到回收设备,冷凝回收处理;
2)油罐车装车排放甲醇气的蒸气平衡系统,当油罐车灌装甲醇时,储罐内液态甲醇经过装车泵抽吸,输送往装车鹤管,储罐内液位降低,储罐空间压力出现负压值,当管路上压力变送器感应到-100Pa压力,自动开启密闭气相管路吸气方向的阀门,油罐车排出的甲醇气沿吸气管路送回储罐,实现蒸气平衡,同时做到零排放;
3)甲醇气回收设备冷凝单元的运行流程:从密闭气相管路输出的甲醇气,传输回收处理设备前端,压差感应器感应到管路压力100pa时,启动引风机,甲醇气依次进入冷凝单元一级、二级、三级凝结器,分段冷凝液化,余气达标进入富集(吸附)单元;
4)甲醇气回收设备富集单元的运行流程:储罐系统静止排放的甲醇气,是随气温升高。罐内液态气体体积膨胀所排放的甲醇气,此时回收设备不在运行状态,甲醇气经过冷凝单元通道,直接进入富集单元的吸附床,甲醇组分被吸附剂吸附,空气达标;
5)回收装置整体能耗低、绝大多数为电耗,因煤化工甲醇储罐较小,处理量小电耗少,相对于水洗+活性炭等传统工艺一次投资及运行经济更有优势,并有安全保证。
[免责声明]:部分文章信息来源于网络以及网友投稿,本网站只负责对文章进行整理、排版、编辑,是出于传递 更多信息之目的,并不意味着赞同其观点或证实其内容的真实性,如本站文章和转稿涉及版权等问题,请作者在及时联系本站,我们会尽快处理。
标题:煤化工行业甲醇储罐区油气冷凝回收解决系统
地址:https://www.szautoware.com/hydt/1000.html



